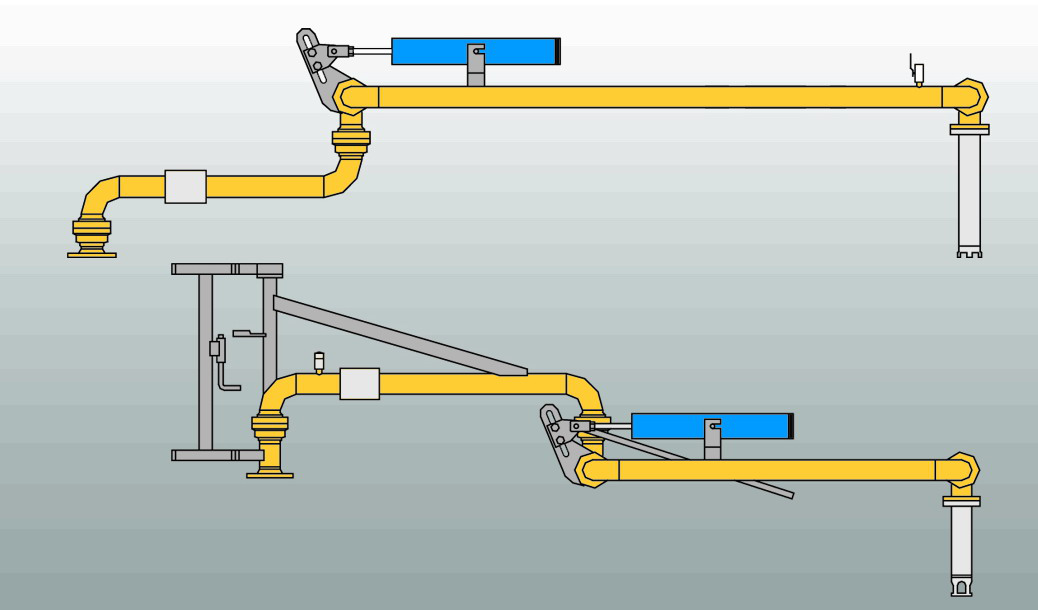
Ī± ╩╣ė├ł÷╦∙┤·┤aŻ║ė├ALūų─Ė▒Ē╩Š
Ż¼ė├ė┌čbąČ╗▄ć╗“Ų¹▄ć▓█▄ćĄ─čbąČ▒█
Ī± čbąČ╬╗ų├┤·┤aŻ║ 1—Ēö▓┐čbąČ 2—Ąū▓┐čbąČ
Ī± ą²▐D(zhu©Żn)ĮėŅ^öĄ(sh©┤)┴┐┤·┤aŻ║ėŗ╦Ńę║ŽÓ╣▄ą²▐D(zhu©Żn)ĮėŅ^ 4—4éĆą²▐D(zhu©Żn)ĮėŅ^ 5—5éĆą²▐D(zhu©Żn)ĮėŅ^
Ī± ÜŌŽÓ╣▄ĮY(ji©”)śŗ(g©░u)┤·┤a: 0—¤oÜŌŽÓ╣▄ 1—╔ŽĮė╩Į 2—Ž┬Įė╩Į 3—╔ŽĘŁ╩Į 4—ĘŁŽ┬╩Į
Ī± ę║ŽÓ╣▄ĮY(ji©”)śŗ(g©░u)┤·┤a: 1—╔ŽĮė╩Į 2—Ž┬Įė╩Į 3—╔ŽĘŁ╩Į 4—ĘŁŽ┬╩Į
AL**** ¤o┴óų∙ą═Ė„ĘNą═╠¢Š∙▀mė├
ė├ė┌Ė„ĘNł÷║ŽĪóĖ„ĘNĮķ┘|(zh©¼)Ą─čb▄ć
ĪóąČ▄ćū„śI(y©©)
╠žäeė├ė┌╬╗ų├¬MšŁ▓╗įSäė╗ł÷╦∙
Ī¶ ▓┐╝■ĮM│╔
1Ż«┴óų∙Ż║
×ķ╩╣╣▄Ą└╩▄┴”║Ž└Ē╗»
Ż¼ė├ė┌ų¦│ą▒█Ą─ųž┴┐Ż¼Ęų╔óą²▐D(zhu©Żn)ĮėŅ^▌d║╔
Ż¼░▓čbĘĆ(w©¦n)╣╠
ĪŻ
┴óų∙┼cŚŻś“čb┼õĢr┐╔ęį▓╔ė├┬▌╦©▀BĮė╗“║ĖĮėĪŻ
2Ż«ā╚(n©©i)▒█µiŠoŻ║
ė├ė┌į┌▒█į┌╩š╚▌╬╗ų├Ģr
Ż¼īó▒█µiŠoį┌įō╬╗ų├
Ż¼▀@śė┐╔ęįĘ└ų╣ę“×ķ┤¾’L(f©źng)Łh(hu©ón)Š│╗“ę“ĘŪ▓┘ū„╚╦åT▓┘ū„Č°╩╣▒█╗“ų▄ć·Į©ų■╩▄ōpĪŻ
3Ż«Įė┐┌Ż║╩Ū▒█┼c╣▄ŠĆĄ─▀BĮė▓┐Ęų
Ż¼ę╗░ŃĮė┐┌┼c╣▄ŠĆų«ķg▓╔ė├Ę©╠m▀BĮė
ĪŻ
4Ż«ą²▐D(zhu©Żn)ĮėŅ^
ė├ė┌▒█Ą─ą²▐D(zhu©Żn)▀\äėŻ¼ØMūŃš²│Ż╩╣ė├ĘČć·(░³Įj(lu©░)ĘČć·)
Ż¼│ŻęÄ(gu©®)·Q╣▄▓╔ė├4ų╗╗“5ų╗ą²▐D(zhu©Żn)ĮėŅ^
Ż¼ęįīŹ¼F(xi©żn)╚²ŠS▀\äė╝░Ę©╠mĮė┐┌Ą─ī”ĮėĪŻ
5Ż«ā╚(n©©i)▒█Ż║
▀BĮėĮė┐┌┼c═Ō▒█ų«ķgĄ─▓┐Ęų
Ż¼┐╔į┌╦«ŲĮ├µ╔Ž╗ž▐D(zhu©Żn)
ĪŻ
6Ż«═Ō▒█Ż║
×ķ·Q╣▄Ą─ų„¾w▓┐ĘųŻ¼┐╔ęįīŹ¼F(xi©żn)╦«ŲĮĘĮŽ“360°
Ż¼
┤╣ų▒ĘĮŽ“75°ĘČć·Ą─╗ž▐D(zhu©Żn)
ĪŻ
7Ż«ÜŌŽÓ╣▄Ż©AL1412/3ą═Ż®Ż║
▓╔ė├▓╗õPõōĮī┘▄ø╣▄Ż¼ī¦(d©Żo)│÷ō]░l(f©Ī)Ą─ÜŌ¾wĮķ┘|(zh©¼)
ĪŻ
8Ż«┤╣╣▄Ż║
īŹ¼F(xi©żn)čbąČ▒█╔ņ╚ļ▓█▄ćā╚(n©©i)
Ż¼õX║ŽĮ┤╣╣▄┐╦Ę■┴╦õō┘|(zh©¼)▓─┴Ž┼c╣▐▄ć┼÷ū▓┐╔─▄«a(ch©Żn)╔·Ą─╬Ż║”ĪŻ
9Ż«ŲĮ║ŌŽĄĮy(t©»ng)Ż║
ė├ęįŲĮ║Ō═Ō▒█╝░┤╣╣▄Ą─ųž┴┐
Ż¼▀@śė╩╣Ą├▒█▓┘ū„ņ`╗Ņ
Īó▌pŪ╔
ĪŻŲĮ║ŌŽĄĮy(t©»ng)×ķÅŚ╗╔ĖūŻ¼Ėūā╚(n©©i)ÅŚ╗╔×ķē║┐sÅŚ╗╔
ĪŻ
10.šµ┐šČ╠┬Ęķy/┼┼ÜŌķyŻ║
šµ┐šČ╠┬Ęķy┤_▒ŻÜłėÓĮķ┘|(zh©¼)Å─·Q╣▄ųą┼┼┐š
Ż¼┼┼ÜŌķyė├ė┌ąČ▄ć·Q╣▄┤╣╣▄ā╚(n©©i)ÜŌ¾w┼┼│÷ĪŻ
11. ┬Ģ╣Ōę║╬╗ł¾Š»āxŻ©┐╔▀xŻ®Ż║
ę║╬╗╠ĮŅ^░▓čbį┌┤╣╣▄Ņ^▓┐
Ż¼«ö(d©Īng)▓█▄ćā╚(n©©i)ę║¾wĮķ┘|(zh©¼)ĮėĮ³╣▐┐┌Ģr╠ßąč▓┘ū„╚╦åTĻP(gu©Īn)ķ]ķyķT
Ż¼┐╔┼c┐žųŲļŖę║ķy┬ō(li©ón)äėĪŻ
Ī¶ ╣ż╦ćĮķĮB
ĻP(gu©Īn)µI╝■——ą²▐D(zhu©Żn)ĮėŅ^Ą─╝ė╣ż┼cčb┼õ
┴„¾wčbąČįO(sh©©)éõĄ─ĻP(gu©Īn)µI▓┐╝■ų«ę╗╩Ūą²▐D(zhu©Żn)ĮėŅ^
Ż¼ą╣┬®ČÓę“ą²▐D(zhu©Żn)ĮėŅ^Ą─ą╣┬®Č°«a(ch©Żn)╔·
ĪŻ
ų„ę¬╠žš„Ż║
1ĪóŠ▀ėąļpØLĄ└ØLĄ└ĮY(ji©”)śŗ(g©░u)
2
Īó╩╣ė├║ŽĮ▓─┴Ž╗“▓╗õPõō▓─┴Ž
3
Īó╩╣ė├Å═(f©┤)║Žį÷ÅŖ(qi©óng)Š█╦─Ę·├▄ĘŌ╚”
4ĪóØLĄ└▒Ē├µ┐╔▀M(j©¼n)ąąØBĄ¬¤ß╠Ä└Ē
5
Īó┐╔▀mė├ė┌Ė„ĘN£žČ╚╝░Įķ┘|(zh©¼)
╣ż╦ćĘĮĘ©Ż║
1
Īóā╚(n©©i)═Ō╚”Å═(f©┤)╩ĮØLĄ└ė╔Š½├▄öĄ(sh©┤)┐ž▄ć┤▓ę╗┤╬
╝ė╣ż═Ļ│╔Ż¼▒ŻūC│▀┤ńŠ½Č╚
2
Īóā╚(n©©i)╚”▓╗õPõō├▄ĘŌ├µĮø(j©®ng)ńR├µÆü╣Ō
3
Īó═Ō╚”Š∙Įø(j©®ng)▀^T235š{(di©żo)┘|(zh©¼)╠Ä└Ē
4Īó├▄ĘŌ├µŻ©Įī┘├▄ĘŌ├µ╝░├▄ĘŌ╚”├▄ĘŌ├µŻ®
Š∙▓╔ė├ńR├µÆü╣Ō